 Banjarmasin
Banjarmasin




Nama : Muhammad Arif
Kelas : XI TPa
Pengertian Mikrometer Sekrup
Mikrometer sekrup adalah sebuah alat ukur besaran panjang yang cukup presisi. Mikrometer mempunyai tingkat ketelitian hinggan 0,01 mm. Penggunaan mikrometer sekrup biasanya untuk mengukur diameter benda melingkar yang kecil seperti kawat atau kabel.
Pengertian Mikrometer Sekrup
Mikrometer sekrup adalah sebuah alat ukur besaran panjang yang cukup presisi. Mikrometer mempunyai tingkat ketelitian hinggan 0,01 mm. Penggunaan mikrometer sekrup biasanya untuk mengukur diameter benda melingkar yang kecil seperti kawat atau kabel.
Bagian-Bagian dari Micrometer Sekrup
Secara standard bagian-bagian mikrometer sekrup terdiri dari bagian-bagian sebagai berikut
Secara standard bagian-bagian mikrometer sekrup terdiri dari bagian-bagian sebagai berikut
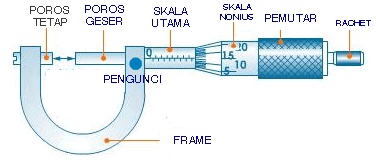 1. Poros Tetap yaitu poros di ujung yang tidak bergerak
1. Poros Tetap yaitu poros di ujung yang tidak bergerak2. Poros Geser, poros yang bisa dierakkann ke depang dan kebelakang
3. Skala utama (salam satuan mm)
4. Skala Nonius atau Skala Putar
5. Pemutar, menggerakkan poros geser
6. Pengunci
7. Rachet, sama seperti poros geser tapi lebih kecil
8. Frame berbentuk U
Fungsi dari Mikrometer Sekrup
Mikrometer berfungsi untuk mengukur panjang/ketebalan/diameter dari benda-benda yang cukup kecil seperti lempeng baja, aluminium, diameter kabel, kawat, lebar kertas, dan masih banyak lagi. Penggunaan mikrometer sekrup sangat luas, intinya adalah mengukur besaran panjang dengan lebih presisi.
Mikrometer berfungsi untuk mengukur panjang/ketebalan/diameter dari benda-benda yang cukup kecil seperti lempeng baja, aluminium, diameter kabel, kawat, lebar kertas, dan masih banyak lagi. Penggunaan mikrometer sekrup sangat luas, intinya adalah mengukur besaran panjang dengan lebih presisi.
Cara Menggunakan Mikrometer Sekrup
Menggunakan mikrometer sekrup tidak sulit. Berikut 5 langkah menggunakan alat ukur mikrometer sekrup
Menggunakan mikrometer sekrup tidak sulit. Berikut 5 langkah menggunakan alat ukur mikrometer sekrup
1.
Pastikan pengunci dalam keadaan
terbuka.
2.
Lakukan pengecekan ketika apakah
poros tetap dan poros geser bertemu skala dan skala nonius utama menunjukkan
angka nol.
3.
Buka rahang dengan menggerakkan
pemutar ke arah kiri sampai benda dapat masuk ke dalam rahang.
4.
Letakkan benda dintara poros tetap
dan poros geser lalu tutup kembali rahang hingga tepat menjepit benda.
5.
Putarlah Pengunci agar pemutar tidak
bisa bergerak lagi. Dengarkan bunyi “klik” yang muncul.
Skala Mikrometer Sekrup
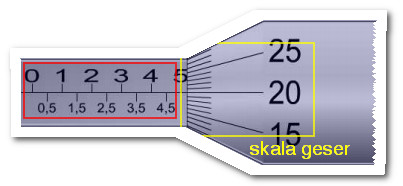
Skala utama
skala mikrometer sekrup ini tiap satuannya sama dengan 1 mm, ditengah-tengah angka skala tersebut ada angka tengahnya.
angka skala atas
1,2,3,4, dst
angka skala bawah
0.5, 1.5, 2.5, dst
Skala Nonius/ Skala Putar
di skala putar terdapat angka 1 sampai 5 (kelipatan 5). Tiap skala ini berputar mundur 1 kali maka skala utama bertambah 0,5 mm. Sehingga 1 skala putar = 0,5/50 =0,01 mm
Cara Membaca Mikrometer Sekrup
1. Lihat pada skala utama, lihat skala yang tepat ditunjuk atau tepa di sebelah kiri skala putar. Angka tersebut dalam mm
2. Lihat angka pada skala putar yang segaris dengan garis melintang di skala utama. kalikan angka itu dengan 0,01
3. Tambahkan angka yang sobat dapat di angka satu dan angka 2. Selesai.
misal kita pakai contoh pengukuran mikrometer sebagai berikut
di skala putar terdapat angka 1 sampai 5 (kelipatan 5). Tiap skala ini berputar mundur 1 kali maka skala utama bertambah 0,5 mm. Sehingga 1 skala putar = 0,5/50 =0,01 mm
Cara Membaca Mikrometer Sekrup
1. Lihat pada skala utama, lihat skala yang tepat ditunjuk atau tepa di sebelah kiri skala putar. Angka tersebut dalam mm
2. Lihat angka pada skala putar yang segaris dengan garis melintang di skala utama. kalikan angka itu dengan 0,01
3. Tambahkan angka yang sobat dapat di angka satu dan angka 2. Selesai.
misal kita pakai contoh pengukuran mikrometer sebagai berikut
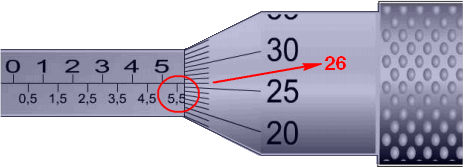
Panjang yang terbaca dari mikrometer sekrup di atas adalah
Skala Utama ………………….. 5,5 mm
Skala Putar (26×0,01) …….. 0,26 mm
—————————————————– +
Panjang Benda ……………….. 5,76 mm
Jangka
sorong merupakan salah satu alat ukur dari besaran pokok panjang. Bentuknya
mirip dengan kunci inggris yang rahangnya bisa digeser Alat ukur ini memiliki
ketelitian hingga 0,1 mm. Buat sobat hitung yang masih di kelas x sma sewaktu
belajar fisika pasti akan melakukan praktek pengukuran dengan jangka
sorong.Berikut ini sedikit panduan mengenai cara menggunakan jangka sorong dan
bagaimana membacanya.
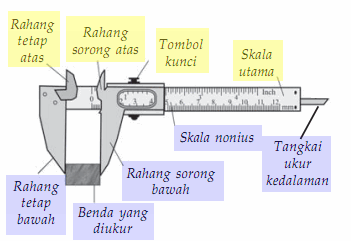
Bagian-bagian Jangka Sorong
 sumber gambar : BSE
sumber gambar : BSE
Jangka
sorong terdiri dari rahang tetap dan ragang geser. Rahang tetap dan geser ada
yang di atas dan di bawah. Dalam jangka sorong terdapat 2 skala. Skala utama
pada rahang tetap dan skala nonius (renvier*) di rahang gesernya.Skala utama
memiliki skala dalamm satuan cm dan mm sedangkan skala pada nonius memiliki
panjang 9 mm yang dibagi menjadi 10 skala.Sobat hitung pahami betul
bagian-bagian ini karena akan memudahkan sobat tahu bagaimana cara menggunakan
jangka sorong nantinya.
Fungsi Jangka Sorong
1.
Jangka sorong berfungsi mengukur
panjang suatu benda dengan ketelitian sampai 0,1 mm. (rahang tetap dan rahang
geser bawah)
2.
Rahang tetap dan rahang geser atas
bisa digunakan untuk mengukur diameter benda yang cukup kecil seperti cincin,
pipa, dll.
3.
Tangkai ukur di bagian bawah
berfungsi untuk mengukur kedalaman seperti kedalaman tabung, lubang kecil, atau
perbedaan tinggi yang kecil.
Cara Menggunakan Jangka Sorong
berikut
ini cara menggunakan jangka sorong dalam beberapa langkah.
1.Awal persiapan, kendurkan baut
pengunci dan geser rahang geser, pastikan rahang geser bekerja dengan baik.
Sobat hitung jangan lupa untuk cek ketika rahang tertutup harus menunjukkan
angka nol. Jika tidak menunjukkan angka nol sobat bisa mensettingnya.
2. Langkah/ cara menggunakan jangka
sorong selanjutnya adalah membersihkan permukaan benda dan permukaan rahang
agar tidak ada benda yang menempel yang bisa sebabkan kesalahan pengukuran.
3. Tutup rahang hingga mengapit
benda yang diukur. Pastikan posisi benda sesuai dengan pengukuran yang ingin
diambil. Lalu tinggal membaca skalanya.
Cara
Menggunakan Jangka Sorong untuk mengukur diameter
Mengukur diameter sama seperti pengukuran sebelumnya, bedanya kalau tadi menggunakan rahang bagian bawah, untuk pengukuran diameter menggunakan rahang atas. Cara Menggunakannya, rapatkan rahang atas lalau tempatkan benda (cincin) yang akan diukur diameternya. Tarik rahang geser hingga kedua rahang menempek dan menekan bagian dalam benda. Patikan bahwa dinding bagian dalam benda tegak lurus dengan skala dalam artian benda jangan sampai miring.
Mengukur diameter sama seperti pengukuran sebelumnya, bedanya kalau tadi menggunakan rahang bagian bawah, untuk pengukuran diameter menggunakan rahang atas. Cara Menggunakannya, rapatkan rahang atas lalau tempatkan benda (cincin) yang akan diukur diameternya. Tarik rahang geser hingga kedua rahang menempek dan menekan bagian dalam benda. Patikan bahwa dinding bagian dalam benda tegak lurus dengan skala dalam artian benda jangan sampai miring.
Cara Menggunakan Jangka Sorong untuk Mengukur Kedalaman
Cara menggunakan jangka sorong untuk kedaaman prinsipnya sama dengan mengukur panjang benda dan diameter. Sobat hitung cukup menempatkan benda yang akan diukur kedalamannya pada tangkai ukur. Tarik rahang geser hingga menyentuk permukaan dalam (dasar lubang).Usahakan benda yang diukur kedalamannya dalam keadaan statis (tidak Bergeser)
Cara menggunakan jangka sorong untuk kedaaman prinsipnya sama dengan mengukur panjang benda dan diameter. Sobat hitung cukup menempatkan benda yang akan diukur kedalamannya pada tangkai ukur. Tarik rahang geser hingga menyentuk permukaan dalam (dasar lubang).Usahakan benda yang diukur kedalamannya dalam keadaan statis (tidak Bergeser)
Setelah
kita tahu bagaimana cara menggunakan jangka sorong, sekarang bagaimana cara
membaca jangka sorong (pengukurannya)? Berikut
Cara Membaca Jangka Sorong
- Lihat skala utama, sobat lihat nilai yang terukur yang lurus dengan angka nol di skala nonius. Bisa menunjukkan posisi berhimpit dengan garis pada skala utama bisa juga tidak. Jika tidak ambil nilai skala utama yang terdekat di kirinya. Pada tahap ini sobat hitung baru mendapatkan ketelitian sampai 1 mm
- Lihat Skala nonius, carilah angka pada skala nonius yang berhimpit dengan garis di skala utama. Pengukuran ini punya ketelitian hingga 0,1 mm
- Jumlahkan
Selagi
sobat benar cara menggunakan jangka sorong dan tau cara membacanya, sobat akan
mendapatkan nilai pengukuran yang akurat.
Contoh Soal
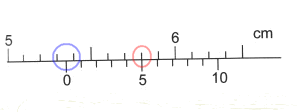
Carilah panjang benda yang diukur dengan jangka sorong jika pada skala utama dan skala nonius tampak sebagai berikut
Carilah panjang benda yang diukur dengan jangka sorong jika pada skala utama dan skala nonius tampak sebagai berikut
Jawaban
:
Lingkaran Biru : 5, 3 “sekian” cm, sekian akan kita dapatkan di lingkaran “merah”
Lingkaran Merah : 5
Jadi hasilnya = 5,35 cm
Lingkaran Biru : 5, 3 “sekian” cm, sekian akan kita dapatkan di lingkaran “merah”
Lingkaran Merah : 5
Jadi hasilnya = 5,35 cm
Saat
ini sudah ada yang namanya jangka sorong digital. Cara menggunakan jangka
sorong ini sangat mudah, tingal mengapitnya di antara rahang tetap dan rahang
geser dan layar digital akan menampilkan hasil pengukuran dengan akurat.
Sedikit tentang cara menggunakan jangka sorong ini semoga cara menggunakan
jangka sorong tadi bisa dipahami dan bermanfaat.























